
Membership in AMTA brings the satisfaction of belonging to the premier U.S. organization dedicated to the application of membrane filtration and desalting processes for water treatment. (Download Membership … Learn More

Membership in AMTA brings the satisfaction of belonging to the premier U.S. organization dedicated to the application of membrane filtration and desalting processes for water treatment. (Download Membership … Learn More

Ian C. Watson Fellowship for Membrane Advancement The American Membrane Technology Association (AMTA) is proud to administer several Fellowships for university students researching the use of membranes for water … Learn More
The AMTA Student and Young Professionals (SYP) Committee is proud to announce the startup of the AMTA Mentor Program! What is the AMTA Mentor Program? An opportunity for SYPs, new members, and first-time MTC attendees to connect with industry professionals and membrane … Learn More

AMTA offers a comprehensive Digital Library that allows our members to access and download more than 1,500 technical papers and presentations authored by the water treatment industry’s most knowledgeable … Learn More
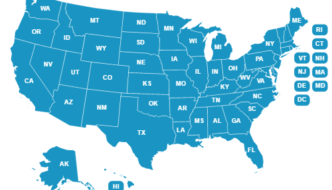
AMTA undertook the ambitious goal of identifying all of the water systems in the United States that incorporate membrane technology in their treatment schematic. Membrane applications included RO, MF, … Learn More

The American Membrane Technology Association (AMTA) has developed a series of fact sheets for dissemination to the public to further the understanding of the contribution that membrane water treatment … Learn More




